



- 產(chǎn)品介紹
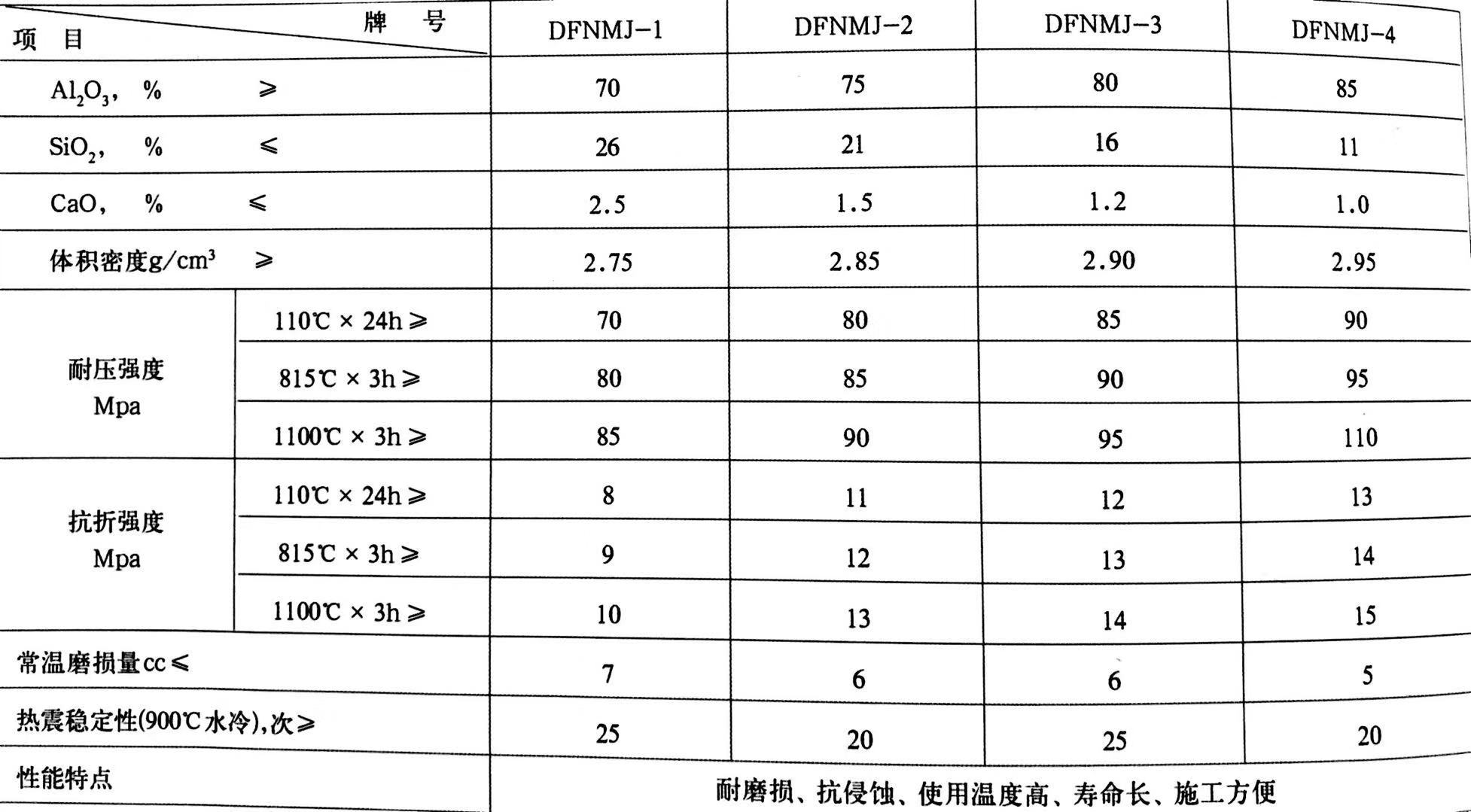
可塑料是不定型耐火材料的一種,由70%~80%粒狀和粉狀物料加10%~25%的可塑性黏土等結(jié)合劑及適量增塑劑配制而成的耐火材料。
可塑料的抗熱震性:
與相同材質(zhì)的燒結(jié)耐火制品和其他不定型耐火材料相比,可塑性耐火材料的抗熱震性較好,主要原因有以下幾方面:由硅酸鋁質(zhì)耐火原料作為粒狀和粉狀料的可塑料,在加熱過程中或在高溫下使用時不會產(chǎn)生由于晶型轉(zhuǎn)化而引起的嚴(yán)重變形;在加熱面附近的礦物組成為莫來石和方石英的微細(xì)的結(jié)晶,玻璃體較少,沿加熱面向低溫側(cè)過渡,可塑料的結(jié)構(gòu)和物相是遞變而非激變;可塑料具有均勻的多孔結(jié)構(gòu),膨脹系數(shù)和彈性模量一般都較低等。
可塑料施工:
(1)錨固裝置的安裝固定。施工前應(yīng)根據(jù)設(shè)計規(guī)定在爐墻和爐頂安裝錨固裝置。
爐墻錨固裝置一般由異型耐火磚和焊接在爐殼上的金屬件連接組成。
爐墻錨固磚應(yīng)在可塑料搗打至其底面水平處予以固定,并與金屬件連接的螺栓擰緊。
爐頂錨固裝置是由異型耐火磚與金屬掛件組成。它們相連后,吊掛于鋼梁上。
爐頂錨固磚安裝應(yīng)在可塑料鋪排與搗打至相應(yīng)位置后進(jìn)行。安裝前,先將木模磚打入已搗實的可塑料體中,以形成與磚面相同的凹凸面,再將錨固磚嵌入和固定。此時,還應(yīng)注意錨固磚與可塑料體緊密咬合。
(2)可塑料的鋪排與搗打。可塑料坯鋪排應(yīng)錯縫靠緊,并應(yīng)逐層進(jìn)行搗打,即在第一層料坯全部搗打完畢后方可鋪排第二層。其搗打方向應(yīng)垂直于施工面。如采用散狀可塑料時,每層鋪料厚度不應(yīng)超過100mm。
當(dāng)采用風(fēng)動搗固機進(jìn)行搗打時,操作者應(yīng)緊握錘身,以錘頭與錘頭重疊2/3、行與行重疊1/2的方式向前移動,往復(fù)搗打3~4遍。如遇施工間隙時,應(yīng)用塑料薄膜布將搗固體覆蓋。
搗打中斷較長時,接縫應(yīng)留在同一排錨固磚的中心線處。當(dāng)繼續(xù)搗打時,應(yīng)將其表面刮毛。
搗打完的爐墻厚度一般比設(shè)計尺寸稍大(支模時大6~8mm;不支模時大20mm左右),以便施工后進(jìn)行修整。修整時,用切削工具按設(shè)計尺寸削去表面多余部分,使內(nèi)部氣孔外露。
可塑料的膨脹縫應(yīng)按設(shè)計規(guī)定留設(shè)。爐墻膨脹縫留成縱向直通縫,縫內(nèi)夾人厚度2mm的聚氯乙烯波形板。波形板兩側(cè)要求同時均勻地?fù)v打,使其膨脹縫基本形成直線。留設(shè)拐角處膨脹縫時,可在膨脹縫位置上固定木樣板,再從兩個不同方位的爐墻同時搗打,完畢后,抽去木板,縫內(nèi)填以耐火纖維。
爐頂可塑料搗打一般可分段同時進(jìn)行。斜坡爐頂應(yīng)從下部轉(zhuǎn)折處(施工縫)開始。搗打時,由操作者持搗固機以水平方向地進(jìn)行。由于沒有搗錘自重沖擊力而顯得費力,因此,施工時,應(yīng)特別要注意均勻搗打,以確保料坯間的緊密結(jié)合。爐頂合門處一般留成漏斗形空擋,然后仔細(xì)搗打。